Fiber Lazerlerde Havalı Kesim Sistemleri

1. Erkan Kibar Kimdir?
1983 yılında Sakarya’da doğan Erkan Kibar, lise eğitimini elektrik alanında tamamladı.
2007 yılında Zonguldak Karaelmas Üniversitesi Teknik Eğitim Fakültesi’nden mezun olduktan sonra, 2010 yılında Sakarya Üniversitesi Fen Bilimleri Enstitüsü’nde yüksek lisans eğitimini tamamladı.
Kariyerine Ford Otosan’da yaklaşık 6 ay boyunca iş giriş eğitimleri vererek başlayan Kibar, akademik kariyer hedefi doğrultusunda ilerlerken metal sanayi makineleri alanında faaliyet gösteren bir firmada görev aldı. Bu süreç, metal sanayi makineleri sektöründe kullanılan ekipmanların yaklaşık %80’ini kapsayan önemli bir saha tecrübesi kazandırdı.
2017 yılında kendi firmasını kuran Erkan Kibar, bugün bilgi ve tecrübesini geliştirerek havalı kesim sistemleri alanında sektöre katma değer sağlamaya devam etmektedir.
2. Fiber kullanıcılarını havalı kesim sistemi hakkında bilgilendirir misiniz?
Öncelikle lazer kesim tezgâhlarında kullanılan hava ve havalı kesim kavramını açıklamak gerekir. Hava sisteminin ne işe yaradığını ve bu noktada hangi hususlara dikkat edilmesi gerektiğini bilmek önemlidir.
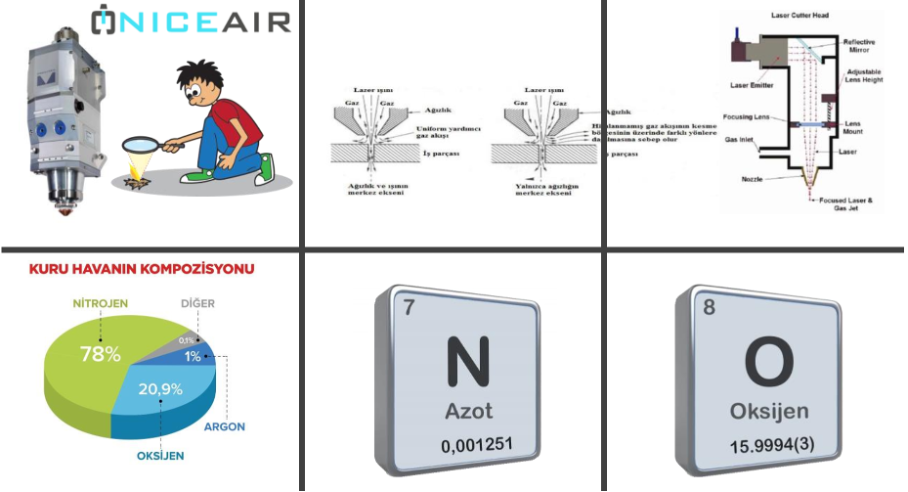
Lazer kesim tezgâhlarında kullanılan lazer ısısı, basitçe tarif edecek olursak çocuklukta büyüteçle kâğıt yakma mantığıyla aynıdır. Burada büyüteç görevini, lazer kesim kafasındaki lensler üstlenmektedir. Işının itme gücü olmadığından dolayı yardımcı gaza ihtiyaç duyulur. Yüzeyden ergiyen malzemeyi uzaklaştırmak için oksijen, azot ve hava kullanılmaktadır.
Siyah malzemelerde bu üç gaz da kullanılabilir. Oksijenle yapılan kesim “yakarak kesme” olarak tabir edilir. Azot ve hava ise yüksek basınçla “kopartarak kesme” yöntemiyle çalışır.
Lazer kesim makinesinin kW değerine kadar olan kalınlıklarda siyah malzemeler hava ile kesilebilir. kW değerine yaklaşıldıkça daha yüksek basınç gereksinimi oluşur.
Azot gazının (%99,999 saflık) kullanım sarfiyatı yüksek olduğundan, havalı kesim bu noktada tercih edilmektedir. Havanın içerisinde %78 oranında azot bulunduğu için benzer bir etki gösterir ve kopartarak kesme yöntemiyle azot gazına yakın hızlarda kesim yapılmasını sağlar. Ancak saflık farkı mutlaka bir etki oluşturur. Havanın içerisindeki %21 oksijen, yarı katı kalan malzemenin kesim sonrası soğuk yüzeyde katılaşmasına ve çapak oluşumuna sebep olur. Bu çapaklanma, en iyi sistemlerde dahi belirli ölçüde oluşmaktadır. Çapak miktarı, kurulacak sistemin kalitesine bağlıdır.
Paslanmaz çelik malzemelerde oksijen ile kesim yapılmaz. Azot veya hava ile kesim mümkündür. Makinenin kW değerinin izin verdiği tüm kalınlıklar hava ile kesilebilir.
Azot ve hava arasındaki fark ise şu şekildedir:
Azot ile kesimde, kesim yüzeyine oksijen girişi engellendiği için yüzeyde herhangi bir renk değişimi oluşmaz. Hava ile kesimde ise havadaki oksijen, kesim bölgesine girerek demir atomlarıyla birleşir ve yüzeyin kararmasına neden olur. Bu durum iç kısımlara doğru bir korozyona sebep olmaz; ancak korozif ortamlarda kirlenmeye yol açabilir.
Genel olarak kesim yüzeyinin görünmediği, korozif olmayan ortamlarda veya kaynakla doldurulacak uygulamalarda tercih edilebilir. Örneğin asansörlerde kesim yüzeyleri görünmez. Büküm işlemi yapıldığından burada havalı kesim kullanımı kesim maliyetlerini ciddi oranda düşürmektedir. Bazı firmalar yüzey temizliği için asit banyosu da uygulamaktadır.
Alüminyum malzemelerde oksijen kesinlikle kullanılmamalıdır; yangına sebep olabilir. Azot ve hava karşılaştırıldığında, piyasadan gelen geri bildirimler havanın bazı durumlarda azottan daha iyi kesim sağladığını göstermektedir. Bunun sebebi, havadaki oksijenin katılaşmayı geciktirmesi ve alüminyum kesimlerinde “sakal” olarak tabir edilen yapının azalmasına katkı sağlamasıdır.
3. Fiber lazerlerde kullanılan havalı kesim sisteminin gelişimini kısaca anlatır mısınız?
2012 yılında karbondioksit lazer döneminden fiber lazere geçiş sürecinde lazer kesim tezgâhlarının satışını gerçekleştiriyorduk. Lazerlerin düşük basınçlarda hava ile kesilebileceği söylendiğinde, azot gazının 15–18 bar gibi yüksek basınçlara ihtiyaç duyduğunu gördük. O dönemde piyasada kullanılan kompresörler maksimum 13 bar basınca kadar çıkabiliyordu.
Çalıştığımız firmada kompresör ekipmanları da bulunduğundan, “daha yüksek basınç verirsek ne olur?” sorusunu sorduk. Net bir cevap alamayınca 2012 yılında ilk yüksek basınçlı sistemi kurarak denemelerini gerçekleştirdik ve havalı kesim sistemini devreye aldık. Günümüzde yapılan iyileştirmelerle birlikte bu sistem hâlen kullanılmaktadır.
2012 yılından günümüze kadar bilgi ve tecrübemizi geliştirerek devam ettirdik. 2020 yılından itibaren ise kullanılması gereken ekipmanların Ar-Ge ve Ür-Ge çalışmaları tamamlanarak sistemler aktif şekilde kullanılmaya başlandı.
Kurulan sistemlerde basınç değerleri; 13 bar, 15 bar, 16 bar, 20 bar ve 40 bar olarak değişmektedir. Gelişen teknolojiyle birlikte vidalı kompresörlerde 20 bar basınca kadar çıkılabilmektedir.
2012 yılında kurduğumuz sistemlerde 10 bar basınçta temiz hava üreterek, elektrikli booster ile bu basıncı teoride 40 bara kadar çıkarabiliyoruz. Ancak lazer kesim kafaları 25 bar üzeri basınç istemediğinden sistemler 22–27 bar aralığında çalıştırılarak istenilen 18–20 bar kesim basıncı sağlanmaktadır.
Kurulacak sistemler, lazer kesim makinesi adedi ve kullanılacak nozul çaplarına bağlı olarak 15 kW’dan 110 kW’a kadar tasarlanabilmektedir. Lazer güç ünitesinin kW değerine ve nozul çapına göre sistemler farklılık göstermektedir.
4. Fiber kullanıcıları kompresör ve hava tertibatı seçiminde nelere dikkat etmelidir?
Yanlış kompresör ve hava tertibatı seçimi; Lazer sistemlerinde ciddi arızalara sebep olabilir. Kesim sırasında yardımcı gazlar, koruma camının etrafından üflenir. Bu bölgeye ulaşacak kirleticiler; koruma camının yanmasına, yansımalar nedeniyle camlara, lenslere, fiber optik kabloya ve hatta rezonatör modülüne kadar hasar verebilir.
Bu sorunlarla karşılaşmamak için kurulan sistemin güvenlik seviyesi çok yüksek olmalıdır. Yatırım maliyetini düşürmek adına ekipmanlardan verilen tavizler, çok daha büyük arızalara yol açmaktadır.
Ø Kompresör ve Hava Tertibatı Seçimi
Fiber lazer sistemlerinde kullanılan hava:
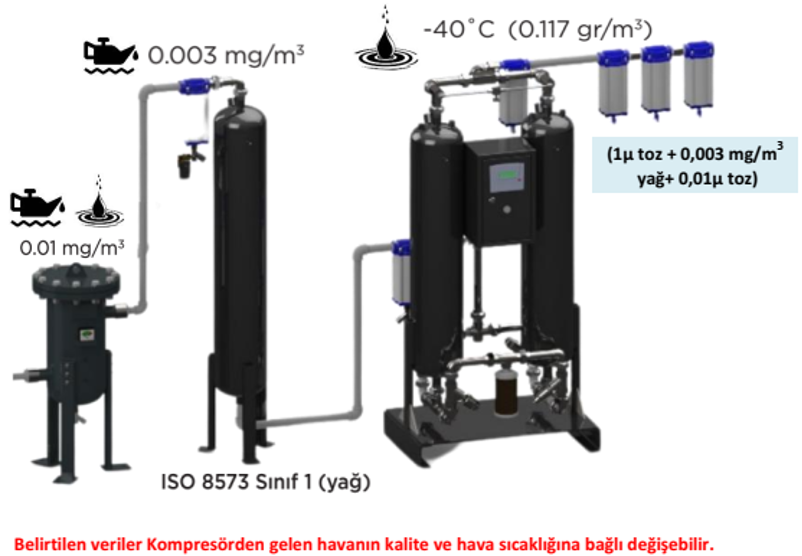
- Tozsuz
- Susuz
- Yağsız
olmalıdır. Aksi hâlde koruma camları, lensler, fiber optik kablolar ve rezonatör modülleri ciddi zarar görebilir.
Güvenli bir sistem için aşağıdaki ekipmanlar zorunludur:
- Vidalı kompresör
- Soğutmalı kurutucu
- Yağ buharı eliminatörü
- Aktif karbon kule
- Kimyasal kurutucu
- Filtre grupları
Hava debisi hesabının yanlış yapılması, tüm bu sorunları kaçınılmaz hâle getirir.
5. Havalı kesim sisteminin sağladığı avantajlar nelerdir?
Aslında en önemli sorulardan biri budur. Yapılan yatırımların temel amacı üretkenliği artırmak ve maliyetleri düşürmektir. Geçmiş yıllarda havalı kesim sistemlerinin plaka kesim maliyetlerini ve zaman kayıplarını azalttığını anlatıyorduk. Son yıllarda ise rekabetin artması ve fiyatların düşmesiyle birlikte, lazer yatırımı yapılırken bu sistemlerin de kurulması neredeyse zorunlu hâle gelmiştir.
Kesilen malzemenin cinsi, kalınlığı ve kesim şekli gibi birçok değişkene bağlı olarak avantajlar farklılık göstermektedir.
Örnek Kesim Hızları:
- 6 kW lazer – 2 mm sac
- Oksijen: 5.000 mm/dk
- Hava: 20.000 mm/dk
- 20 kW lazer – 15 mm sac
- Oksijen: 1.700 mm/dk
- Hava: 5.000 mm/dk
- 40 kW lazer – 30 mm sac
- Hava ile kesim mümkündür
Çapak dezavantajı, kenar yuvarlama ve çapak alma makineleri ile ortadan kaldırılmaktadır. Yüksek kW lazerlerde bu kombinasyon, havalı kesimi tekrar son derece kârlı hâle getirmektedir.
6. Havalı kesim sistemlerinde maliyetlendirme nasıl yapılır?
Bu soru yıllardır en sık karşılaştığımız sorudur. Nozul çapları değiştikçe kullanılan hava debisi de değiştiğinden, m³/dk başına maliyet hesaplanmalıdır. Günümüzde kullanılan kompresörler genellikle invertörlü olduğundan, yalnızca kompresörün kW değeri üzerinden hesap yapmak doğru değildir. Ayrıca bakım maliyetleri de hesaba katılmalıdır.
Örnek hesaplama:
- 22 kW – 16 bar sistem
- Ortalama hava üretimi: 2 m³/dk
- 1 m³/dk hava ≈ 11 kW enerji tüketimi
- Saatlik maliyet ≈ 55 TL
- m³ başına maliyet ≈ 0,9 TL
- Bakım maliyeti eklenmiş toplam ≈ 1,2 TL / m³
Her firma için lazer adedi ve kW değerlerine göre özel maliyet analizleri yapılmaktadır.
7. 2026 yılı piyasa beklentileriniz nelerdir?
Türkiye’de lazer kesim tezgâhı sayısının hızla artması, rekabeti üst seviyeye taşımıştır. Buna karşın iş hacmindeki sınırlı artış, firmaları maliyet avantajı sağlayan çözümlere yöneltmektedir.
Yıllara dayanan tecrübe ve doğru sistem tasarımı sayesinde, havalı kesim sistemlerine olan talep her geçen gün artmaktadır. Bu doğrultuda 2026 yılının, sektörde doğru yatırımı yapan firmalar için verimli bir yıl olacağı öngörülmektedir.
Bu röportajı gerçekleştirdiğiniz için ayrıca sizlere teşekkür ederiz.